เกี่ยวกับ Liquid ring vacuum pumps and Compressors
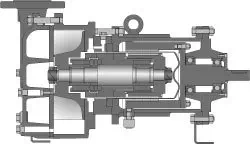
ปั๊มสุญญากาศแบบลิควิดริง (Liquid Ring Vacuum Pump) เป็นปั๊มชนิดโรตารีดิสเพลสเมนต์ โดยมีโรเตอร์ที่ติดตั้งแบบเยื้องศูนย์ (eccentric) พร้อมใบพัดแบบยึดตายตัว ทำหน้าที่ผลักของเหลวให้แนบไปกับผนังสเตเตอร์ (ตัวเรือนปั๊ม) ของเหลวจะก่อตัวเป็นวงแหวนที่มีศูนย์ร่วมกับสเตเตอร์ และเมื่อทำงานร่วมกับใบพัดของโรเตอร์จะเกิดเป็นห้องปริมาตรแปรผันหลายช่อง ซึ่งเป็นกลไกหลักในการดูดและอัดก๊าซ
ปั๊มชนิดนี้สามารถผลิตได้ทั้งแบบโครงสร้างทั่วไป และแบบปิดผนึกสนิท (hermetically sealed) โดยใช้ระบบขับเคลื่อนด้วยแม่เหล็ก (magnetic drive) หรือมอเตอร์แบบกระป๋อง (canned motor drive) ความสามารถในการป้องกันการรั่วซึมของปั๊มมีความสำคัญอย่างยิ่ง โดยเฉพาะในการใช้งานกับก๊าซและ/หรือไอระเหยที่มีความเป็นพิษสูง ก่อมะเร็ง หรือมีกัมมันตรังสี ซึ่งไม่สามารถยอมรับการรั่วไหลของของเหลวใช้งานได้
ขอบเขตการใช้งานหลักของปั๊มลิควิดริงอยู่ในอุตสาหกรรมเคมีและงานวิศวกรรมกระบวนการ โดยใช้สำหรับการดูดออกและการอัดก๊าซหรือไอระเหยในกระบวนการผลิต ทั้งในสภาวะแห้ง และโดยเฉพาะอย่างยิ่งไอระเหยที่มีความชื้นสูง
Type LVPG
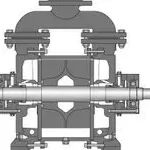
Specification
| Suction capacity | max. 3000 m³/h |
| Suction pressure | min. 33 mbar (abs) |
| Rotating speed | 600 to 1800 rpm |
| Operating temperature | –20 °C to +100 °C |
| Pressure rating | PN 10 |
Type LVPS
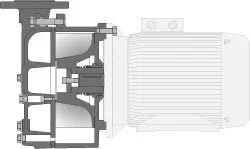
Specification
| Suction capacity | max. 250 m³/h |
| Suction pressure | min. 33 mbar (abs) |
| Rotating speed | 1500 to 1800 rpm |
| Operating temperature | –20 °C to +100 °C |
| Pressure rating: | PN 10 |
Type LVPL
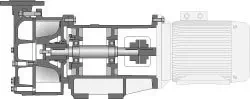
Specification
| Suction capacity | 4500 m³/h |
| Suction pressure | 33 mbar (abs) |
| Rotating speed | 1500 to 1800 rpm |
| Operating temperature | –20 °C to +100 °C |
| Pressure rating: | PN 10 |
Type LVPM
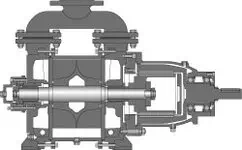
Specification
| Suction capacity | 3000 m³/h |
| Suction pressure | 33 mbar (abs) |
| Rotating speed | 600 to 1800 rpm |
| Operating temperature | –20 °C to +100 °C |
| Pressure rating: | PN 10 |
Type LVPML
Specification
| Suction capacity | 450 m³/h |
| Suction pressure | 33 mbar (abs) |
| Rotating speed | 1500 to 1800 rpm |
| Operating temperature | –20 °C to +100 °C |
| Pressure rating: | PN 10 |
