ข้อปฎิบัติที่ดีในการปรับค่าความเยื้องศูนย์ระหว่างเพลาตัวขับกับเพลาตัวถูกขับ
Shaft alignment คือการปรับค่าการเยื้องศูนย์ (Mis-alignment) ของเพลา (Shaft) ของตัวขับ (Drive) และตัวถูกขับ (Driven) ของเครื่องหมุน (Rotating machinery) ให้แกนอยู่ในแนวตรง มีค่าการเบี่ยงเบนที่ยอมรับใด้ (Tolerance limit) ว่าจะไม่มีปัญหาเกิดขึ้นเมื่อใช้งานเครื่องหมุน
การต่อส่งกำลังระหว่างเพลาทั้งสอง จะใช้คอปปลิ้ง (Coupling) เป็นตัวต่อ คอปปลิ้งจะมีแบบต่างๆ ต้องเลือกให้เหมาะสม ตามลักษณะการใช้งาน คอปปลิ้งจะถูกออกแบบให้ยืดหยุ่น (Flexible) ปรับตัวได้ (Self adjustable) สามารถชดเชย (Compensate) ค่าการเยื้องศูนย์ของเพลาทั้งสองได้ส่วนหนึ่ง และยังสามารถลดแรงเค้น ความร้อน และการสั่นสะเทือน (Vibration) อันเป็นผลมาจากของเยื้องศูนย์

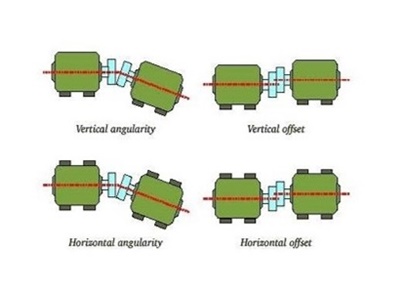
การเยื้องศุนย์ของเพลาตัวขับกับเพลาตัวถูกขับ 3 แบบคือ
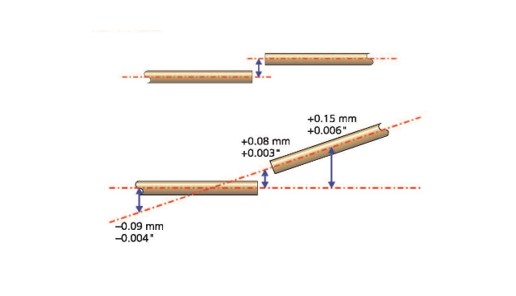
- การเยื้องศุนย์ในแนวแกน (Axial mis-alignment)
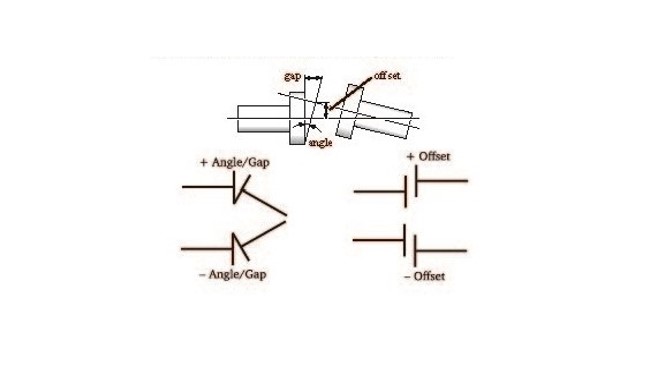
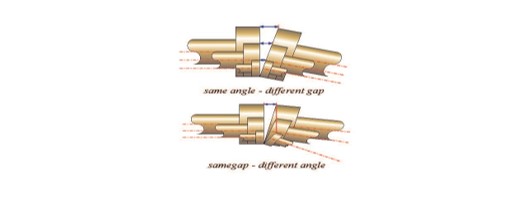
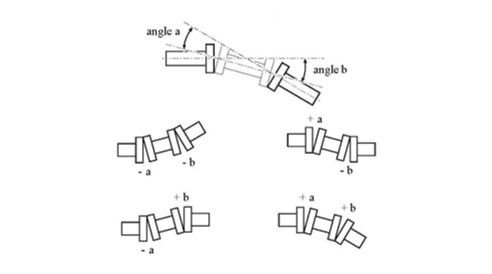
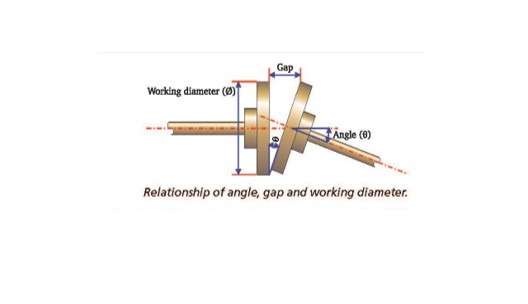
- การเยื้องศุนย์เป็นมุม (Angular mis-alignment)
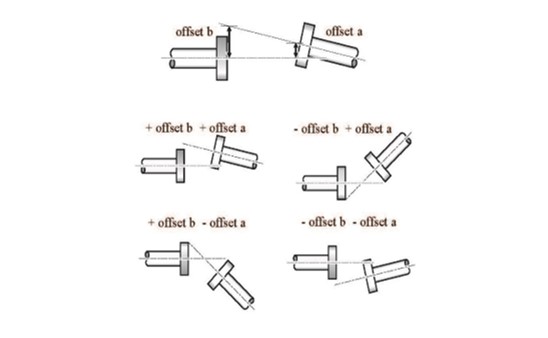
- การเยื้องศุนย์ในแนวแกนและเป็นมุมผสมกัน (Combined axial and angular mis-alignment)
วัตถุประสงค์ของการปรับการเยื้องศูนย์อย่างละเอียด
- เพื่อยืดอายุการใช้งาน
- ลดการสั่นของเครื่องจักร
- ลดความเสียหายแบริ่ง ซีล และคอปลิ้ง
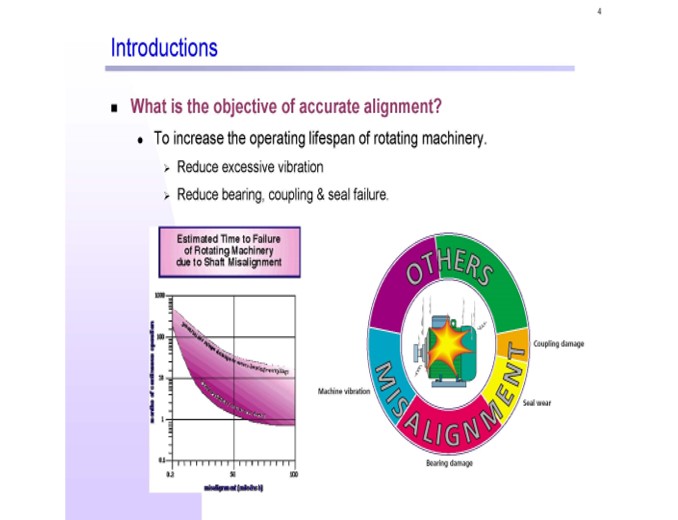
ผลเสียของการเยื้องศูนย์ (Effect of mis-alignment)
การเยื้องศูนย์ทำให้เกิดแรงในแนวแกนและแนวเรเดียส เกิดแรงเค้นมหาศาล ส่งผลให้เกิดแรงดันต่อแบริ่ง ซีล คอปปลิ้ง และตัวเพลา ส่งผลให้เกิดความร้อน การสั่น การคลายตัวของโบลท์ยึดฐาน การคดงอและขาดตัวของเพลา
การเยื้องศูนย์ของเพลาทำให้ซีลรั่วบ่อยๆ
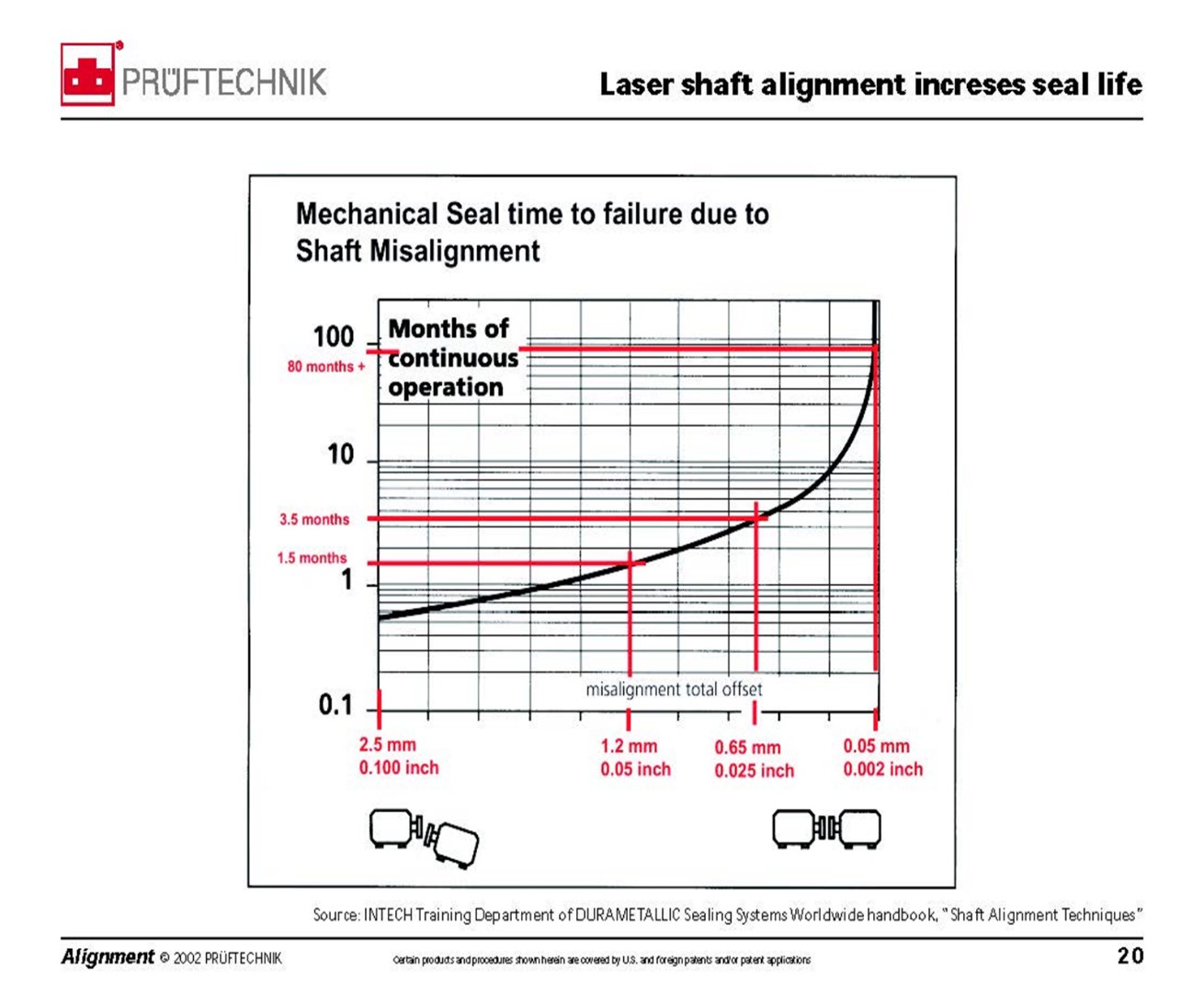
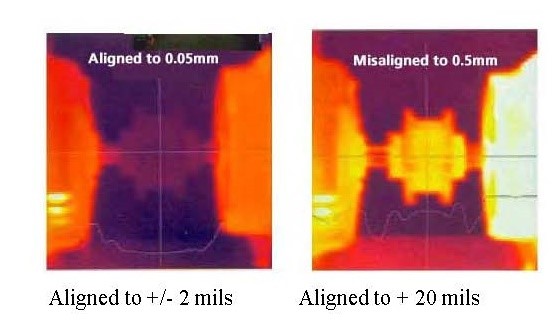
การมีค่าการเยื้องศูนย์เกินค่ากำหนด จะเกิดความร้อนสูงขึ้นผิดปรกติ
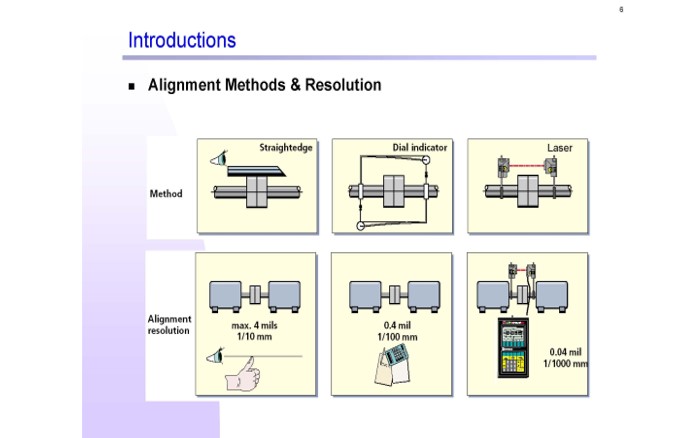
การแก้ไขการเยื้องศูนย์ (การปรับแต่ง) – (Mis-alignment correction)
มี 3 วิธี คือ
- แบบ Straight edge ใช้ใม้บันทัด
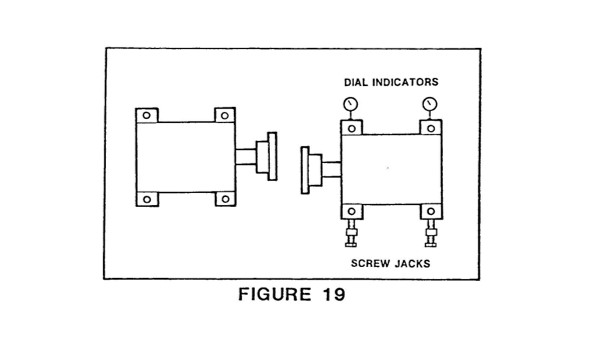
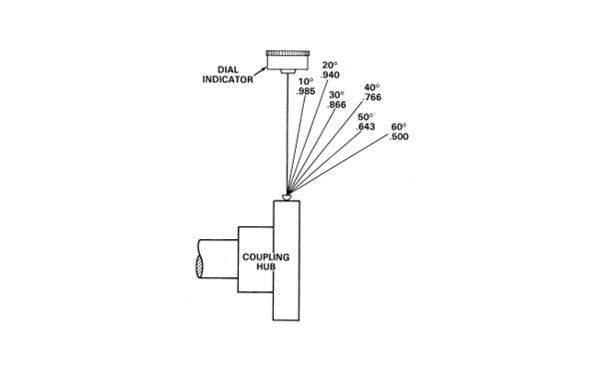
- แบบ Dial indicator
- แบบ Laser
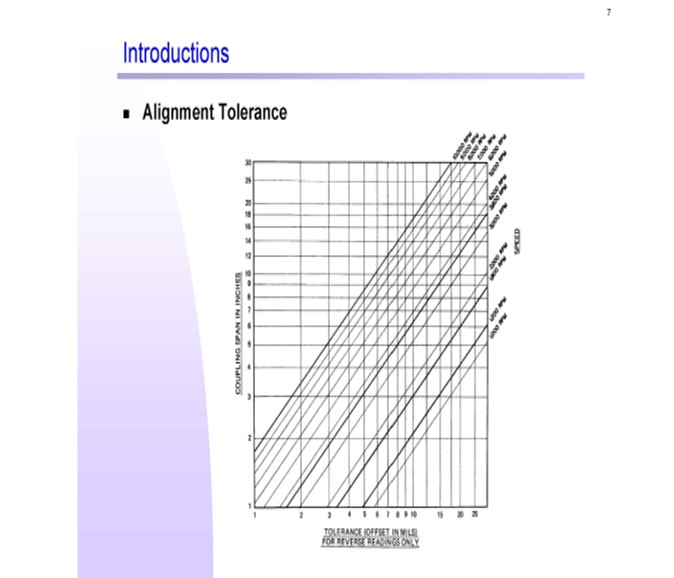
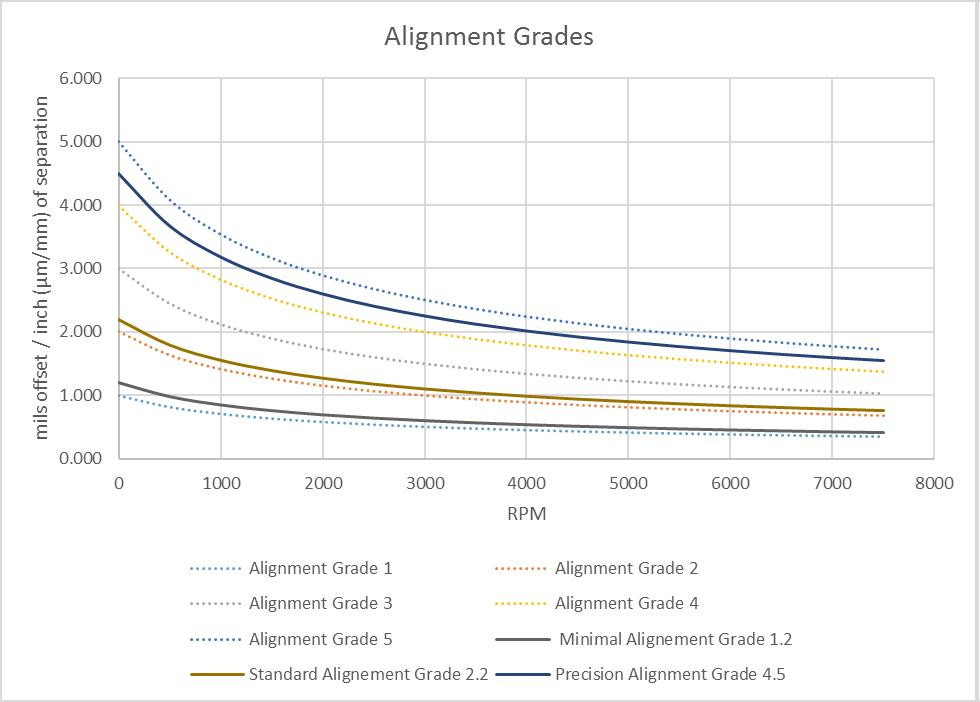
ค่าการเยื้องศูนย์ที่ยอมรับได้
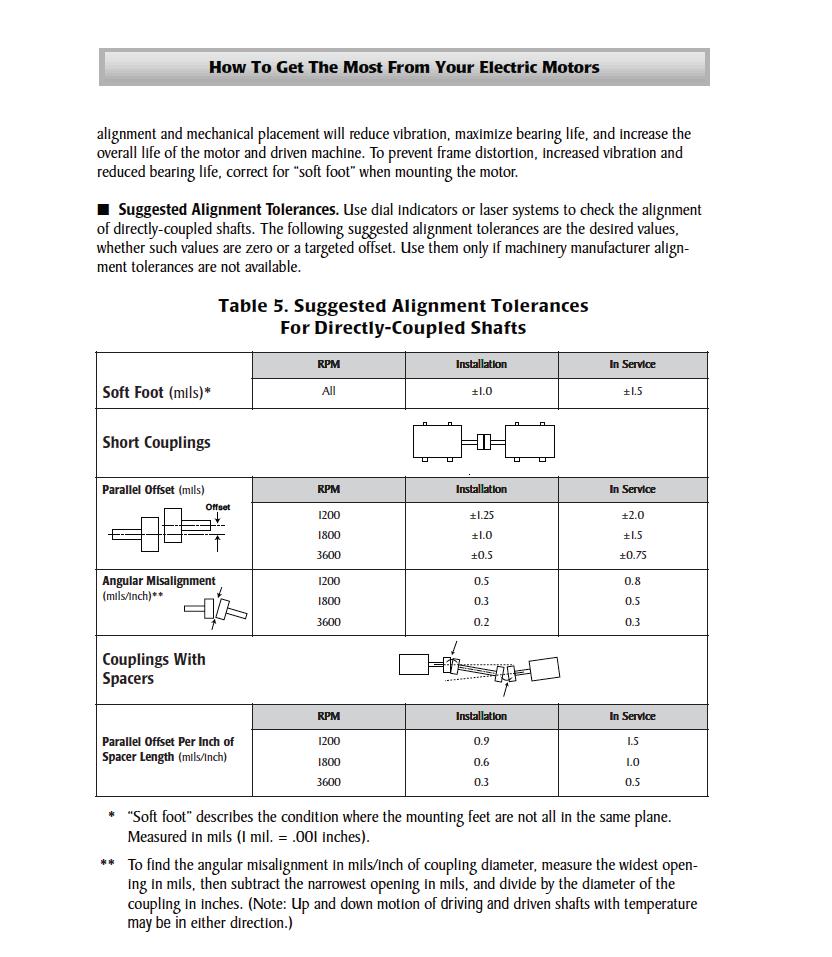
ค่าการสั่นสะเทือนของเครื่องจักรที่ยอมรับได้ขึ้นค่าการเยื้องศูนย์ ความยาวเพลา น้ำหนักเพลา และความเร็วรอบที่หมุน
ค่าการยอมรับได้ของการสั่นสะเทือนของเครื่องจักร ขึ้นกับอุปกรณ์ การใช้งาน และความเร็วรอบ ซึ่งสัมพันธ์โดยตรงกับค่าการเยื้องศูนย์
การเตรียมตัวในการปรับแต่งการเยื้องศูนย์
1. เตรียมบุคคลากรที่มีความชำนาญในการปรับแต่งการเยื้องศูนย์
2. เตรียมเครื่องมือที่จำเป็นต้องใช้ในการปรับแต่งการเยื้องศูนย์
2.1 แบบ Dial gage
มีเครื่องมือ เช่น Straight edge, Thickness gage, Taper gage, Outside micrometer, Inside micrometer, Telescopic micrometer, Dial indicator, Dial caliper, Shim, Jack bolt, Hydraulic jack,…etc.
2.2 แบบ Laser alignment
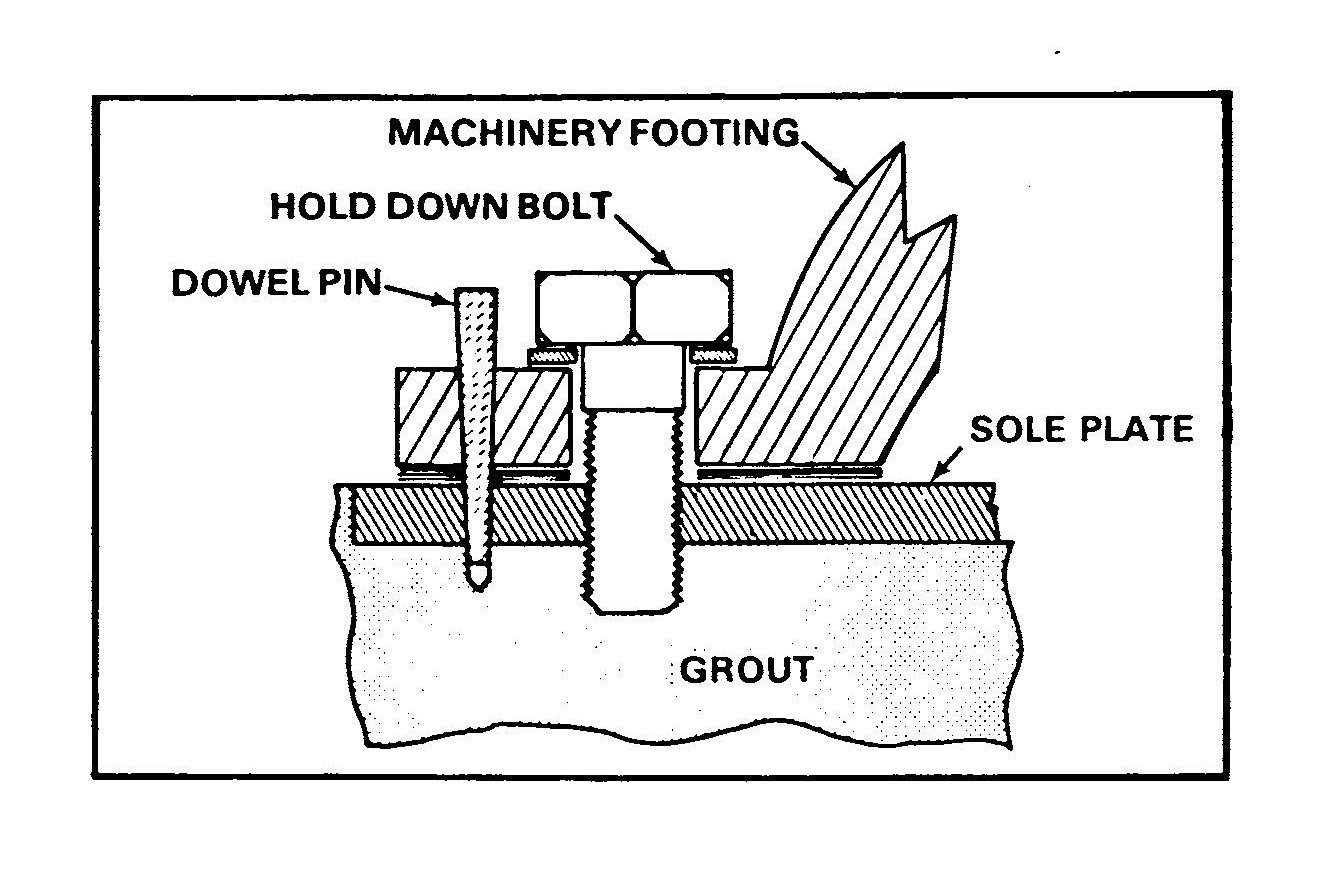
3. ตรวจสอบความแข็งแรง และระดับของฐานรากเครื่องจักร
4. ปรับแต่ง โดยการวัดค่าการเยื้องศูนย์ และปรับแต่งโดยใช้แผ่นเหล็กรอง (Shim)
5. ทดสอบการอ่านค่าการเยื้องศูนย์ที่ได้
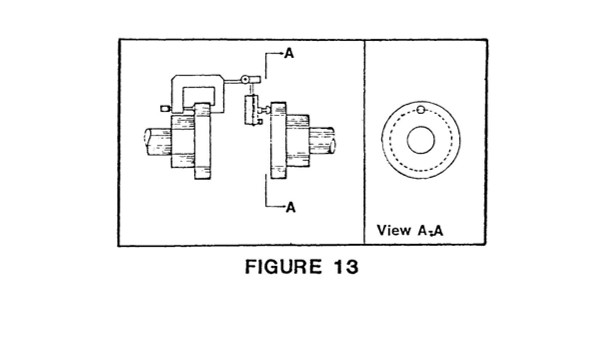
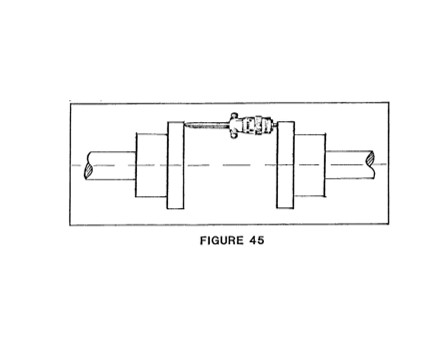
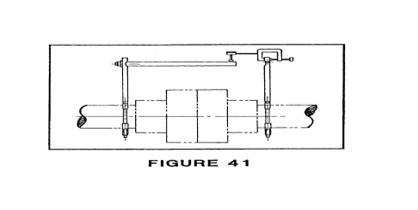
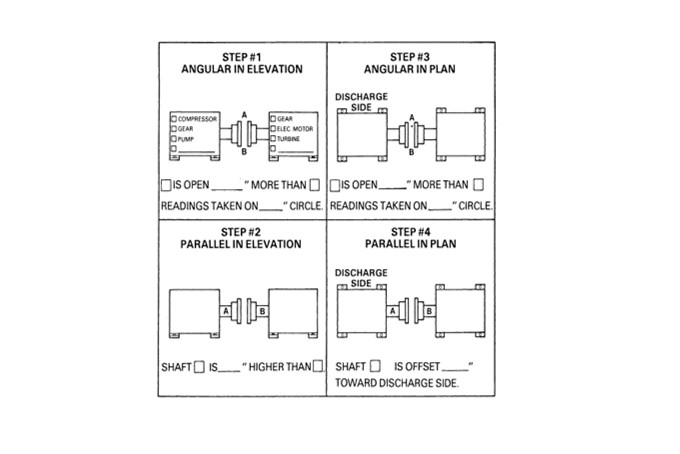
การอ่านค่า Dial indicator
การบันทึกค่า